
Exothermic Welding electrical connections supply from us will never loosen, corrode or increase in resistance. We are one of the largest importer of Exothermic Welding(Weld) Powder in India. Due to our Superior and Best Quality we are able to sell our product to Railways Contractors, Rail Metro, Telecommunications, Earthing and Lightning Installers Industries as well as to Electrical Suppliers etc.

TOOLS REQUIRED FOR EXOTHERMIC WELDING JOINTS PROCESS
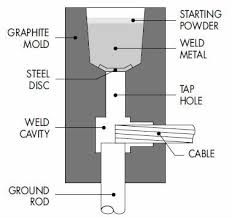
1) Graphite Mould
2) Mould Handle Clamp (Universal)
3) Steel Metal Disk
4) Exothermic Weld Powder
5) Ignite Powder (Starting Powder)
6) Gloves
7) Flint Gun
8) Brush (Soft and Hard)
9) Slag Removal Tool
10) File Card
11) Sealing Compound
12) SunGlass.
EXOTHERMIC WELDING PROCESS

STEP – 1:
Always wear protective safety glasses and gloves while working with exothermic welding Accessories.
STEP – 2:
Gather all the proper material Exothermic Welding Accessories for the type of connection you are making. The typical Welding system requires a graphite mold, handle clamp, welding Powder, natural bristle brush for mold cleaning, wire brush for cleaning/preparing conductors, flint igniter, and propane torch and Sun Glass.Check to ensure the graphite mold is not worn or broken, which could cause leakage of molten weld metal.
STEP – 3:
Slide the handle clamp into the pre-drilled holes with the proper orientation for the thumbscrews.
STEP – 4:
Tighten the clamp thumbscrews onto the mould.
STEP – 5:
Close the grips to tightly lock the mold. Make adjustments to tighten/loosen the handle clamp.
STEP – 6:
The material to be welded (cable, rod, tape etc.) must be clean and dry using the brush included in the set of accessories. Thus the oxide layer and superficial impurity is eliminated. Given that the graphite mould also absorbs moisture, this should be removed by preheating with a gas welding torch to avoid a porous welding. After the first welding is done, it is not necessary to re-heat the mould if the next welding is done within 15 minutes as it conserves the previously generated heat.
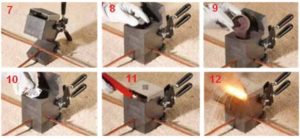
STEP – 7:
Place the conductors in the mould and close the handle clamps to avoid material leakages during the reaction.
Please Note – If there is even a minor gap between the two Conductors, apply Sealing Compound at the places where the conductors is passing out else at the time of Welding, the Powder will spread out as a flame resulting in improper joint
STEP – 8:
Obstruct the tap hole with the metallic disk.
STEP – 9:
Empty the contents of the welding mixture package.
STEP – 10:
Empty 50% of the starting powder above Exothermic Welding Powder (Don’t Mix, just scatter) and than Close the Mould Mouth and than the rest 50% Starting Powder, Sprinkle it on the Mould Mouth nearby the small hole given on the top of the Mould Mouth.
STEP – 11:
Ignite the starting powder extended on the top/side of the mould using the flint igniters.
STEP – 12:
Once started, the reaction will take 3-4 seconds during which it is recommended to stand clear of the mould.
STEP – 13:
After at least 2 minutes of the bonding, open the mould by undoing the handle grip. Remove the mould from the joint and clean the joint for any slag. Once open, clean the slag sticking to the mould with the relevant tool and clean the cavities. The mould will be ready now to use again without having to reheat it as it is already warm.
Exothermic Weld Process 
Visit our Other Websites for Copper Bonded Rod, Exothermic Weld Powder, Copper Braids, Tinned Copper Braids, Copper Laminated Connectors and Other Earthing and Lighting Products::
www.amiableimpexindia.com
www.aiearthing.net
www.ai-earthing.com
www.copperbondedrod.com
www.earthingrod.com
www.grounding-rod.com
www.earth-rod.com
www.exothermicweldpowder.in
www.exothermic-welding.in
www.exothermic-welds.com
www.copperbraided.com
www.copperjumper.com